|
為了在辦公室打造一個無縫牆,必須考慮動線和調整的需求,因此採用模組化的方式設計製作。不過施作時面臨很多難題.....
- 原有裝潢的準度不明
在不破壞原有裝潢的前提下,是把無縫牆支架鎖在天花板和地板上。但事前只有量了尺寸,卻忽略了要先釘製水平基準,造成一個未知的變數。
通常需要先將一片夠直的薄板在捉好水平後釘在牆面作為後續加工的基準。
- 材料按設計圖加工
木條的孔位是按設計圖銑孔銑槽,但因為未事先捉水平,造成實際孔位有誤差。
設計圖應該是以捉好水平後量得的為準,否則沒有基準會造成尺寸難以統一。
- 原材料尺寸出入
買來的木條尺寸有一定比例的出入,大約在 0.5~1mm之間,造成加工時的不便和容易有誤差。
通常來說,這需要先經過電動鉋床鉋平才能確認尺寸準度。
施作上,另一個重要的問題是效率,為了提高工作效率,也作了一些因應:
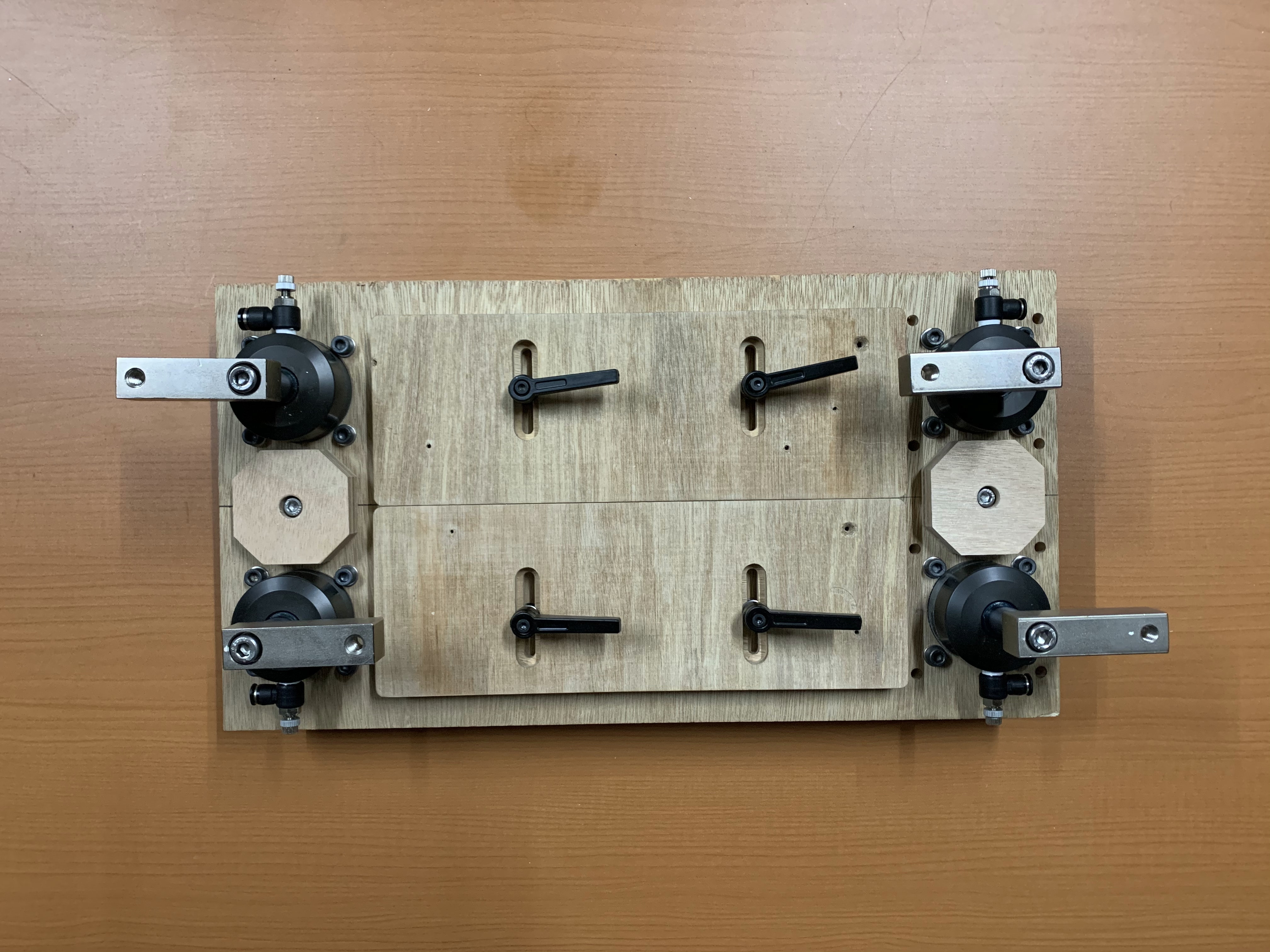
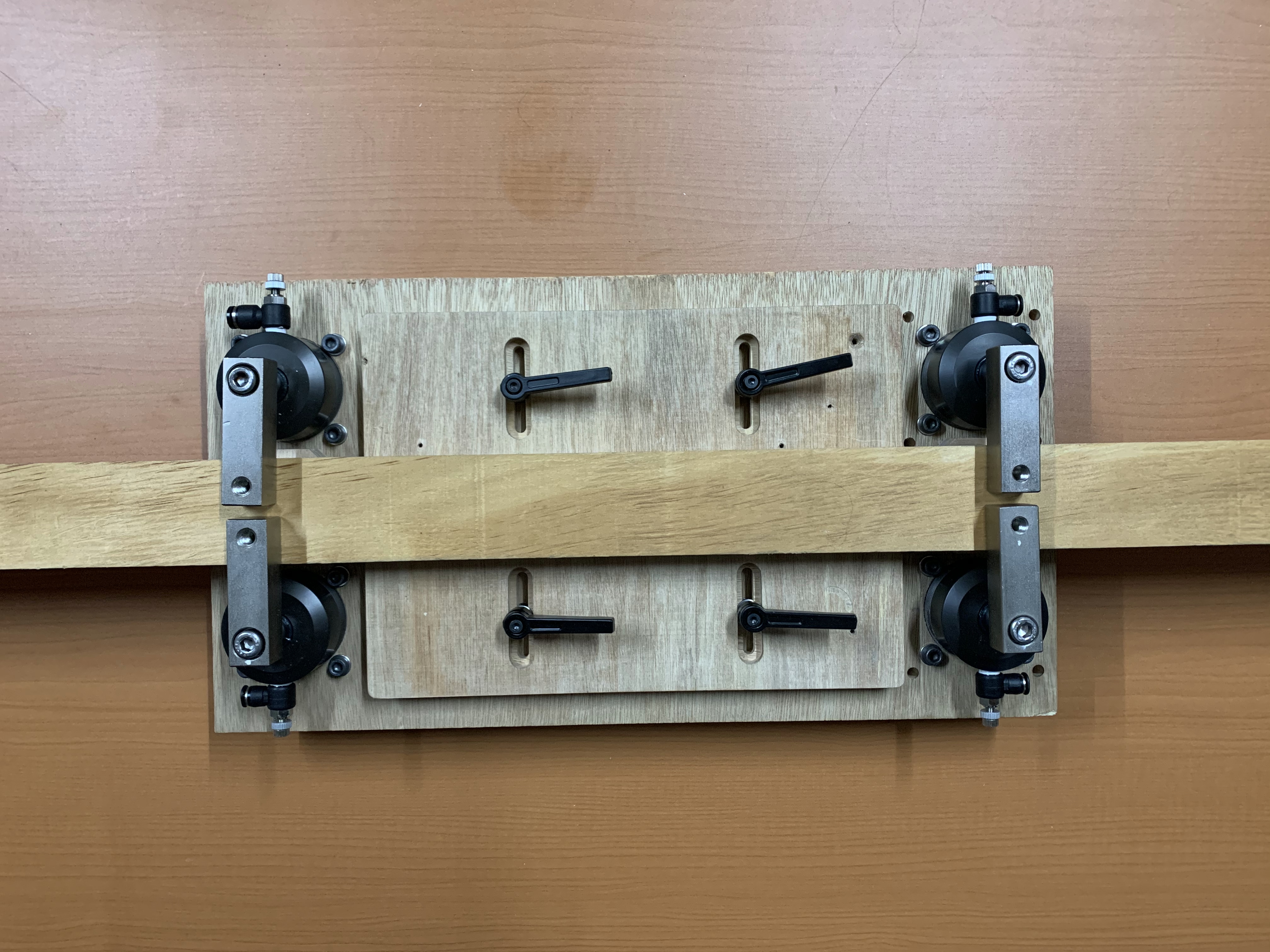
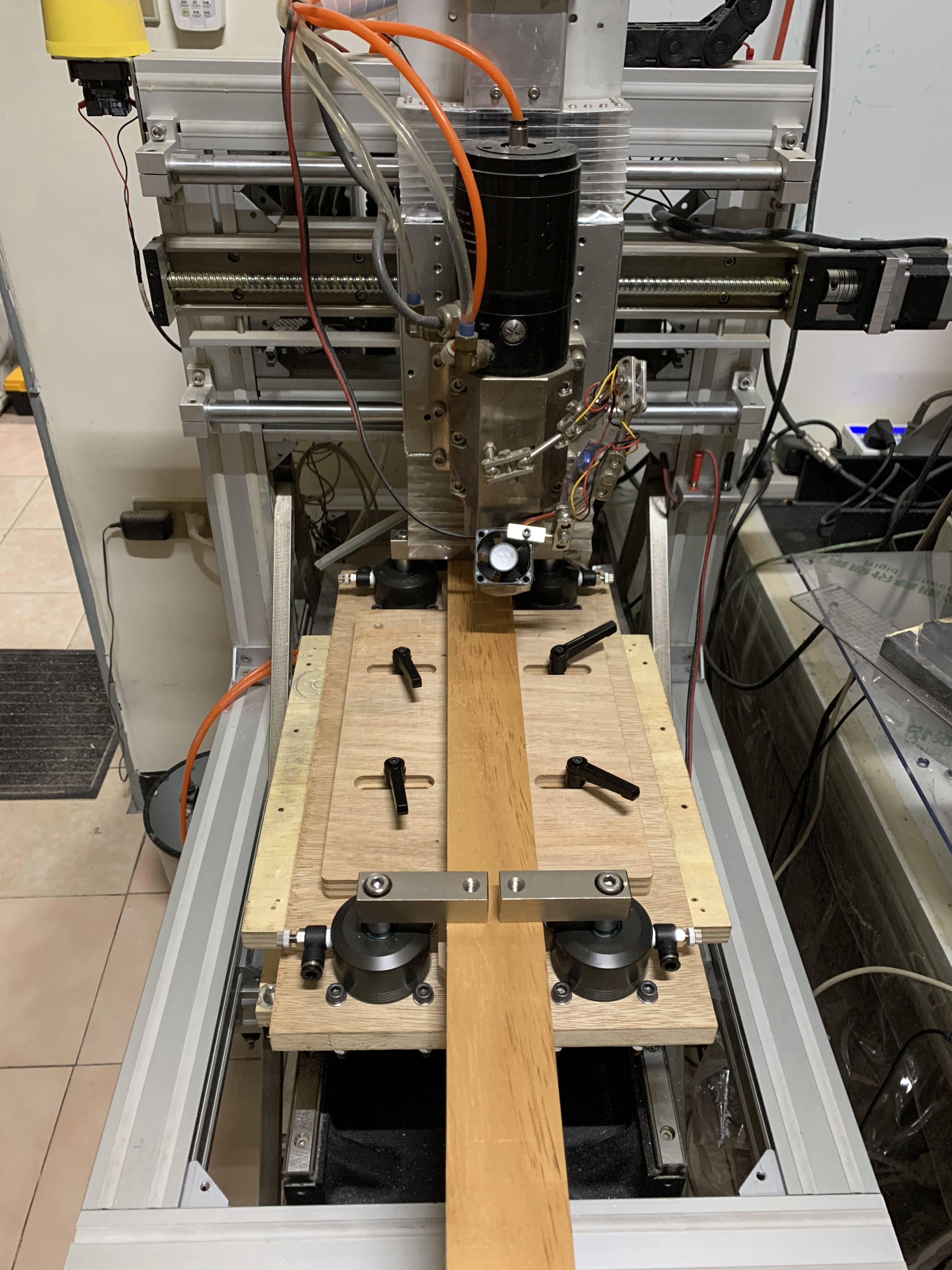
- 氣壓治夾具
為了在木條上銑出槽孔,若是每次要重新固定會很花時間,所以作了一個氣壓式的治夾具,可以讓木條在固定槽溝中移動,然後用氣壓缸夾住,即可施工。

- 木條端面電鑽
要在木條的端面上鑽出內外牙螺母的孔不是很好施作,所以作了一個滑台來固定電鑽,然後將木條固定好就可鑽孔。

- 內外牙螺母
為了達到模組化,所以在木條固定上採用了內外牙螺母,但在鎖這個螺母時也蠻花時間的,所以這部份可以用短木條鎖在木板上形成一個能卡住木條的槽(活動式夾具),就可以在鎖螺母時不會亂動,也不用花時間固定。
- 善用負公差
木頭尺寸容易因受潮而變化,加工施作時如果都以測量的尺寸裁切,在接合時往往容易發生公差累積讓尺寸超出設計。因此,裁切尺寸時最好採用負公差,而在接合時按照設計的尺寸以治具將材料置入接合,就能得到精準的尺寸。而且因為採用負公差加工,在執行時可以更快而不用糾結於尺寸的精準。
缺失
- 端面孔位不準
原因:臥式鑽頭偏振大、材料固定不良
- 材料直線度不佳
原因:木條易有變形變彎現象,應利用板件釘合定形,否則易失誤差。
- 材料尺寸波動
原因:同批材料也會存在尺寸差異且表面狀況也有差異,施作時不能視為一致,需設定不同的對齊標準。
- 未事先校正水平及垂直基準
未事先校正基準即先挖孔造成誤差,且誤差極易沿生累積現象。
- 無需為CNC而CNC
CNC雖可精確加工,但在材料尺寸穩定性不高情況下,傳統加工可能有更高效率,宜事先判斷。
- 治具
宜善加利用治具以加速施作速度及確認模組尺寸之一致性。






|












