|
這個問題牽扯的層面比原先想像的廣,所以有些事情要先設定一下:
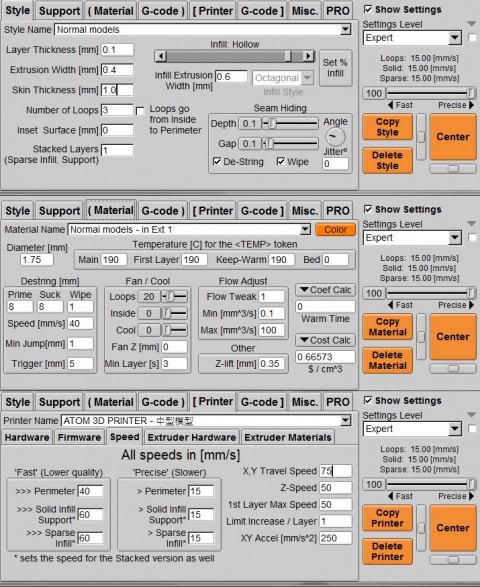
- 我目前是用 KISSlicer 1.4.5.10 版
- 先針對測試印表機性能的 fine_positive_features 作試驗
- 你得對自己的機器(尤其噴嘴)作更仔細的觀察,然後修正以下的設定值
前置試驗:
- 把 XY-travel 設為 5 (沒錯就是5), prime & suck & speed 都設為5,其他不變
- 切好 fine_positive 這個圖,然後去印
- 你會發現所謂的 prime & suck 程序的真正流程是當噴頭走完路線,準備跳到下一點前,它會先停著→ suck → z-lift → XY travel → z-lift → prime →繼續印。
所以用上面這個參數去跑,你會發現這個程序會跑很久,然後你可以好好觀察中間發生多少現象。
現象觀察:
- 當印完要開始 suck 時,噴嘴是在物件上,停留的時間太久會有熱堆積問題。但若停留的時間太短,回抽的負壓 pattern 會不同。(這點得用微觀角度去想高溫高黏性管線的狀態。簡單講就是不能太短。)
- XY travel 的過程中,噴頭會自然的流口水。所以點到點的 XY travel 時間不能過長。
- 一旦噴頭已經流口水,你再 prime 補料時等於就溢料了。
- prime 的時間長度也會有熱堆積問題。
所以,從上面的觀察中,可以發現幾個重要參數的調整方向要修改:
- Prime & suck & Speed, 抽填的長度原則上都不要超過10mm,但重點是速度,而速度決定的考量在於噴頭可以接觸物件多長的時間而不致於產生熱堆積?我目前捉的時間是 0.2 秒,因此,當我 prime & suck 設 8mm時,我的速度只會設 40mm/s,而不是先前的 120mm/s。(120mm/s 只有 0.067秒,這樣反而容易牽絲。關鍵在噴嘴的管線負壓力曲線,以及接觸物體表面。)
- 因為這個物件撞不得,所以 z-lift 設了 0.35mm,一般大概 1~1.5倍層厚即可。主要是看有沒有翹曲問題要避免撞擊而已。
- XY Travel Speed 這個值很重要,但它不能過快或過慢。太快會印不漂亮或滑動,太慢的話會流口水。所以你得從剛才的試驗中去觀察流口水的速度,看是要調溫度減緩,或者用 XT Travel speed 去搶時間。通常你的點對點最大距離也最好是在1秒內能平順到達。
除此之外,還有一個隱藏版的參數要注意,就是風扇出力。在這個案例中,風扇出力可以幾乎全關。全開反而會更慘!!!
實際觀察的狀況是,用這樣的參數去運作時,當噴頭完成 suck 動作離開物件移往下一點時,只會有極少許的細絲因熱力而黏起。當你把風扇關掉時,它會因為 XY travel 的拉力而斷裂。相反的,當風扇出力降溫後,細絲的強度變大,反而從噴嘴中拉出更多材料,結果牽絲更嚴重。
所以在 suck 之後,不要讓噴嘴有任何出料的可能性,才能減少牽絲。
以上,大家自己試看看囉。我相信這些參數還有優化空間,距離零牽絲的夢想不遠了。
|

