|

為了製作一些銘牌和燙金的金屬板,所以需要用 CNC 來作金屬雕刻,就想說用 FreeCAD 來處理,但參考了許多 YouTube 影片卻是越搞越糊塗,為什麼操作上一直卡卡的?原來有一些小細節沒處理好,整理如下,如果你也有遇到問題可以參考一下:
- FreeCAD 由 0.18 升到 0.19
Vcarve 這個功能是 0.19 新增的,所以要用這功能就得升級上來。但升級之後有一些轉變,像是 Path 工作枱的 Tools 管理方式也有不同,所以刀庫資料要重新建檔或進行轉移。
- ShapeString 使用方式
用 Vcarve 來刻字的話主要是透過 Draft 工作枱中的文字功能產生 ShapeString 元件,這個好處是只要產生字體的線條資料即可,不用去作任何物件的處理。所以在產生 ShapeString 元件之後,就可以切換到 Path 工作枱去產生 Job。
- Path 工作枱建立 Job 失敗
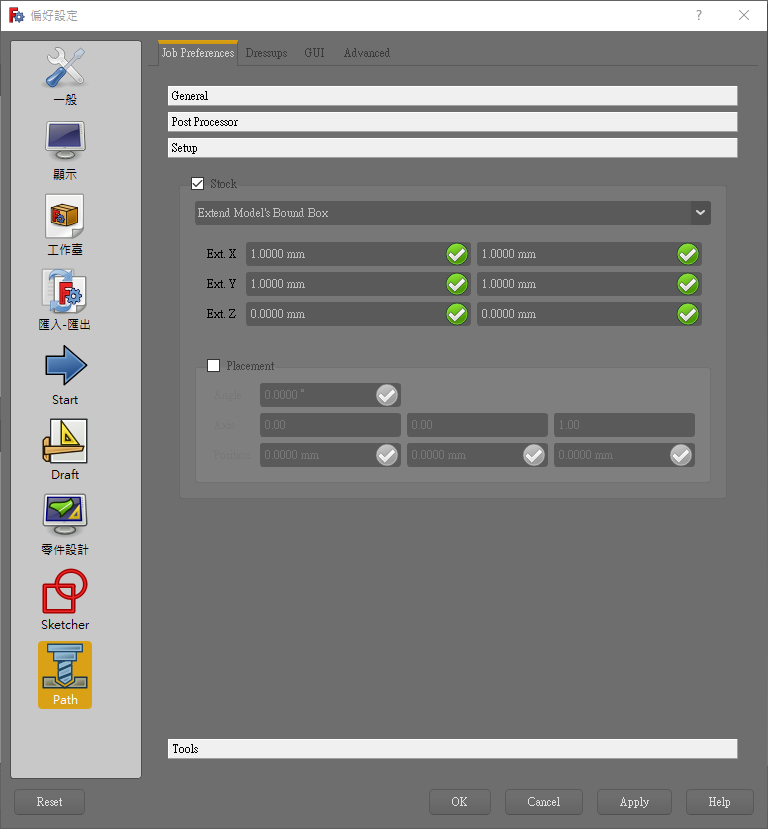
產生 ShapeString 之後卻在產生 Job 時出現「height of box too small」的錯誤訊息,這部份跟 Youtube 上的示範影片都不同。仔細檢查之後發現是 Path 工作枱的設定預設值的問題。
只要在 編輯 -> 偏好設定 -> Path工作枱 -> Job Preferences -> Setup -> Stock 這裡的 Ext. Z 不能全部為零。
- 執行 Vcarve 失敗
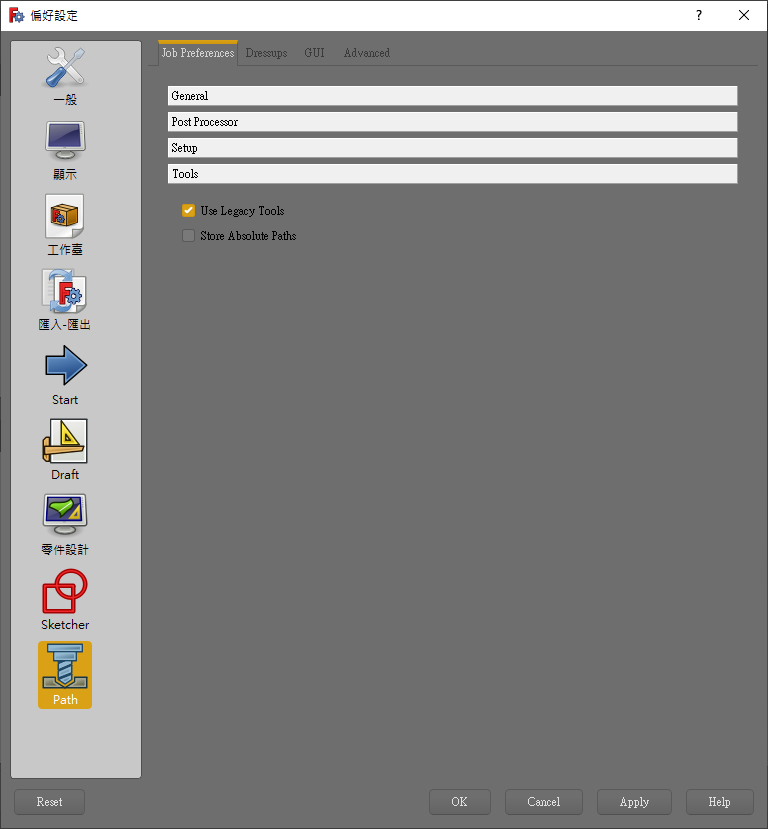
好不容易找到建立 Job 失敗的原因之後,又發現執行 Vcarve 失敗,觀察發現它捉不到 Job 裡面的 Tools 資料,推測原因是 Vcarve 是 0.19 的功能,所以如果你是使用舊版的 Tools 設定的話它就會捉不到,所以要在 編輯 -> 偏好設定 -> Path工作枱 -> Job Preferences -> Setup -> Tools 這裡的 Use Legacy Tools 要取消勾選。
把上述這些問題都解決後,就能順利使用這個新功能了,所以試了一下參數:
- 主軸轉速
以雕刻工作來說,目前是以 20,000 轉的轉速來達到輕切削的狀態。
- Horizontal Feed Rate
水平進給率原本是設定400,但是觀察加工的線條來看,當刀子越細時似乎有震刀的現象,所以最好降到 150 左右。
- Vertical Feed Rate
垂直進給率原本設定是60,最好也降到30左右。
加工的效果:
- 字高
中文字體在4mm以上;英文字體在 2.5mm以上能有清晰的效果。
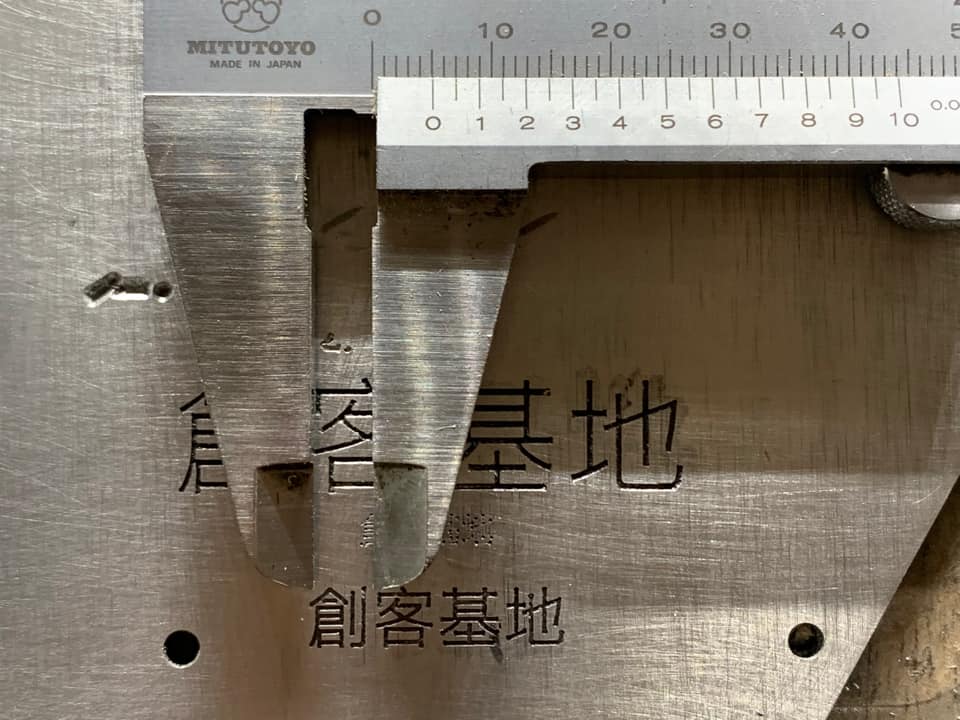
- 線寬
線寬主要跟刀子有關,基本上 0.2~0.5mm都OK,但越小的線寬走速要越慢以免斷刃。
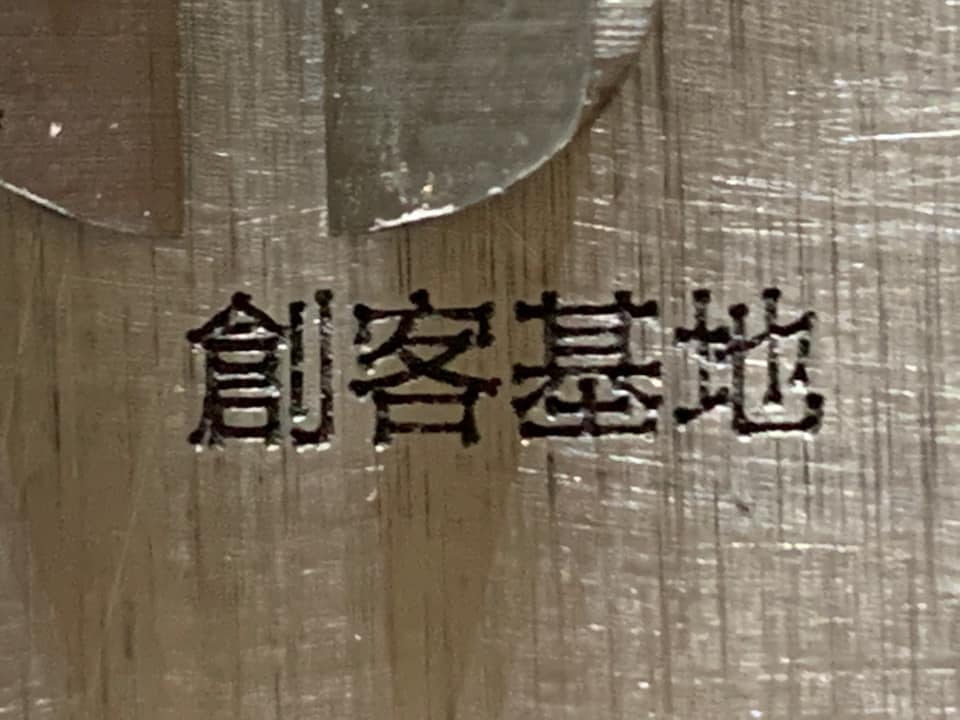


- 字深
也跟刀子有關,刀刃角度越小,剛性越低,所以走速也要越慢,深度要越淺。
|